Surface Improvement There are many different types of surface finishing that are available. Below is a list of the most commonly used surface finishes.

Surface Improvement There are many different types of surface finishing that are available. Below is a list of the most commonly used surface finishes.

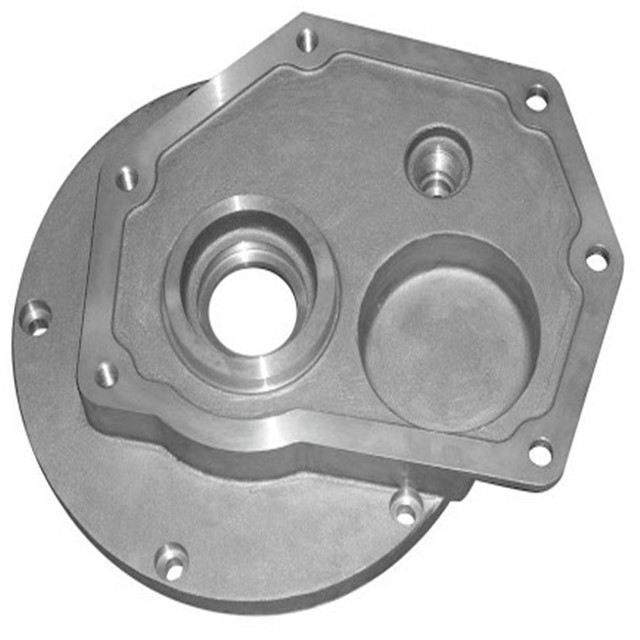
Magnesium is strong, rigid, fully recyclable, and is the ideal alloy for saving weight when you don’t want to sacrifice durability.

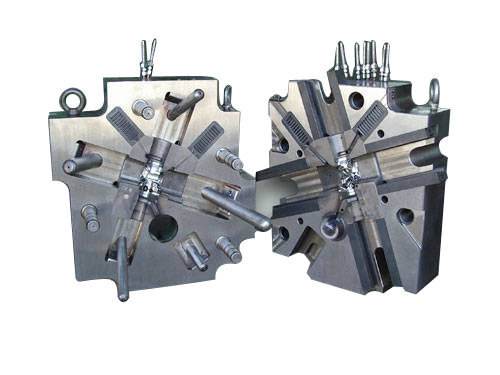
In die casting mold manufacturing, the most common form of mold damage is cracks and cracks. Stress is the main cause of mold damage. Thermal, mechanical, chemical, and operational shock are all sources of stress, including mechanical and thermal stress. If the heat treatment is not performed properly during the mold processing, it will cause the mold to crack and be scrapped prematurely, especially using only quenching and tempering without quenching. Then, the surface nitriding process is performed, and surface cracking and cracking will occur after several thousand die-casting times.

we have more than 13 years experice on mold, and have a professional team. we will give you the proper advise about your product development. we can do the mold, whatever you supply the sample or drawing or picture. Mold Base:LKM,HASCO Runner:HOt Runner,Cold Runner Mold Weight:50K-10000Ton Injection Machine:80-2500Ton Process Machings:CNC,Cutting,EMD,Drilling,Thread,Carved
1. Custom molds 2.Own factory production, reasonable prices 3. Good at die casting light 4. IATF16949:2016 Certificated 5. With Europe market since 2010

aluminium die casting machine range from 160 ton to 1600 ton which provide the wide range of high pressure die cast part sizes from 0.4” square to over 2’ square.
Fuerd OEM various casting parts by different process, such as forged part, investment casting part, sand casting parts, injection plastic parts, rubber parts, stamping parts, precision parts

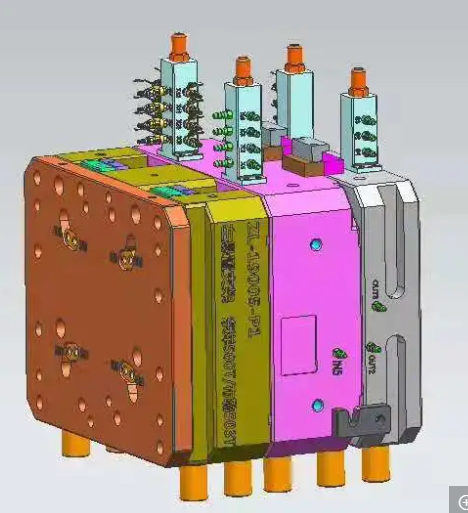
Perfect tooling design is a well die casting tooling of qualified aluminum casting part on die casting process. The casting tooling design and die casting manufacture run, we carefully evaluate required casting part secondary processes and different finishing requirements. Such as CNC Million machining, Lather machining, Grinding, welding and painting. We take into account form, fit and function of the part to render a net or near net part on die casting parts.

Low pressure die casting using for heat treatment aluminum casting parts. And the sanding core can be applied inside in pouring process.

Wall thickness of aluminum die casting depends on filling time. less filling time bring more thinner wall of aluminum die casting. This aluminum die casting must be equipped with machine which could offer stable fast compression speed and get precision and rigidity mold. If the wall thickness has been reached down the 1mm, we will called it as thin wall.

Uatar is presently a member of the North American Die Casting Association (NADCA). We adhere to "NADCA Product Specification Standards for Die Casting Aluminum, Aluminum-MMC, Copper, Magnesium, Zinc and ZA Alloys", 9th Edition.
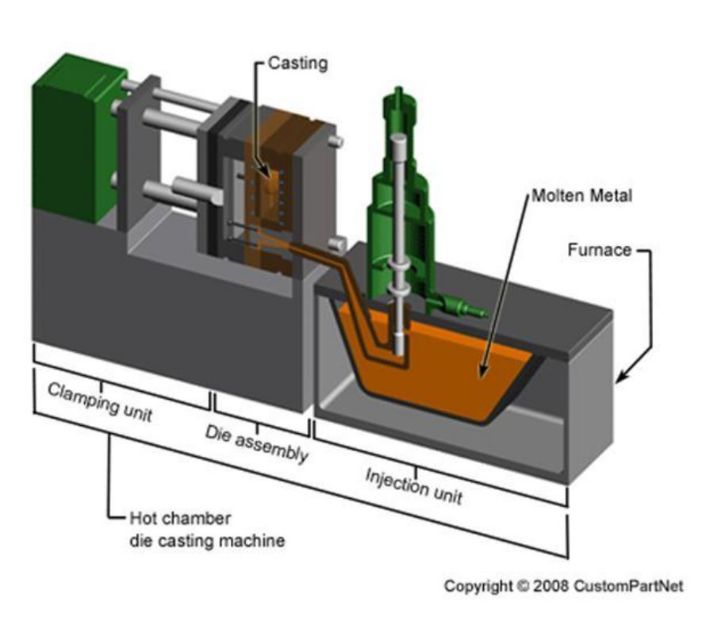
The cold chamber die casting process is a preferred manufacturing method for metals that have high melting points. Typically, this will include metal alloys of aluminum, brass, and copper. The requirements for cold chamber die casting include an outside furnace and a ladle to pour the molten metal. Cold chamber die casting methods are known for their ability to produce denser metal castings.









