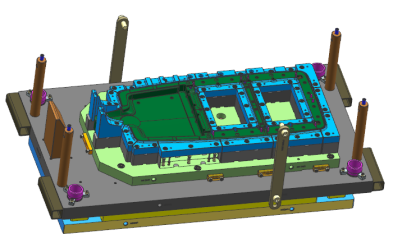
Trim die for Lighting part

Part Material:A380 Part Size L*W*H(mm): 276.35*180.27*119.59 Industry:Automotive No. of Cavities: 1*1 No. of Sliders: 2 Structure: 2-plate die Die casting machine: 840T Mold Size: 700*840*660 Build Time: 40 calendar days
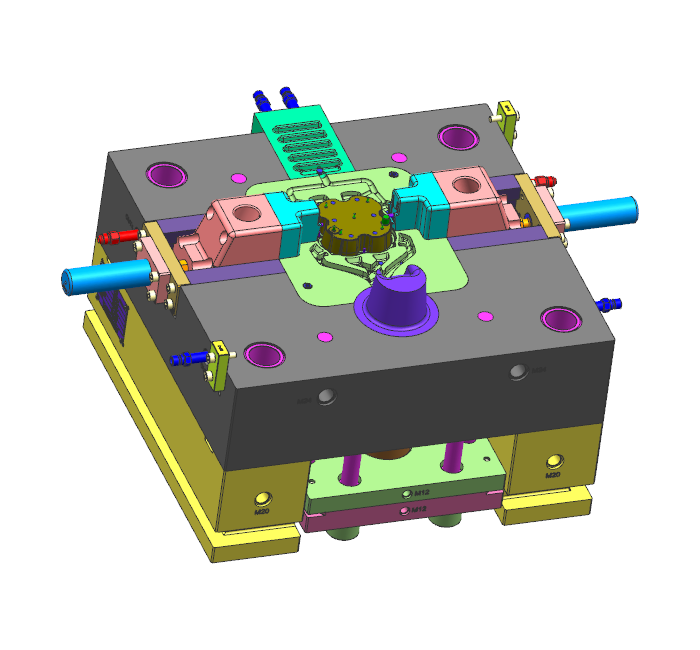
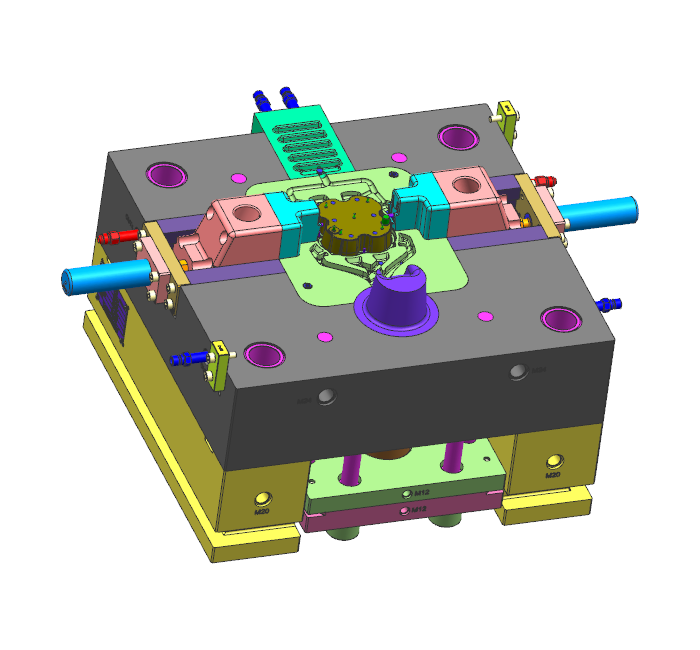
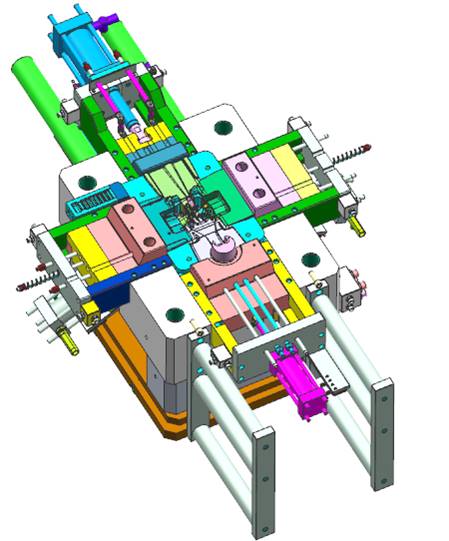
Part Material:A380 Part Size L*W*H(mm): 176.5*154.9*252.7 Industry:Mechanical and electrical No. of Cavities: 1*1 No. of Sliders: 4 Structure: 2-plate die Die casting machine: 800T Mold Size(mm): 980*620*620 Build Time: 42 calendar days
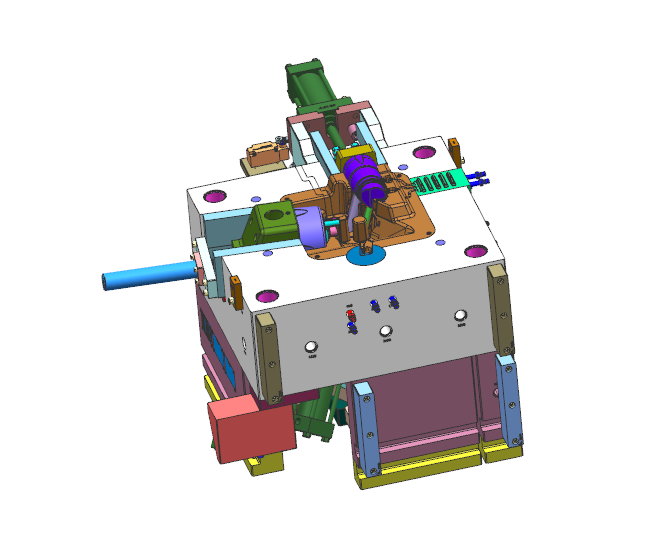
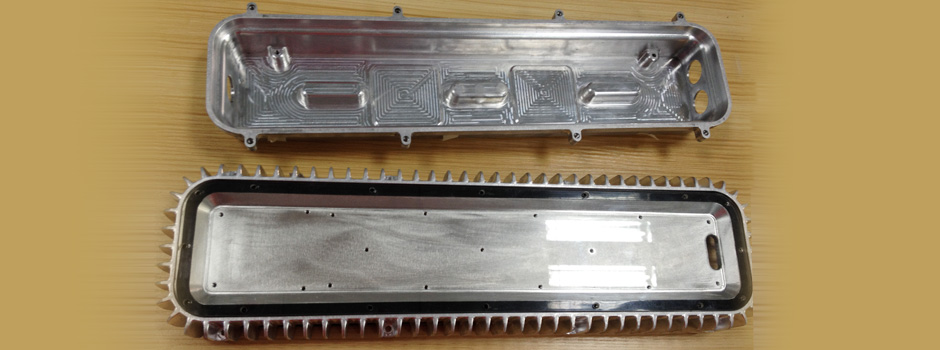
Part Name: Heat sink lamp body Part Material:ADC12 Part Size L*W*H(mm): 110.66 *108.978 * 80.267 Industry:Lamps No. of Cavities: 1*1 No. of Sliders: 2 Structure: 2-plate die Die casting machine: 280T Mold Size: 520*500*470 Build Time: 35 calendar
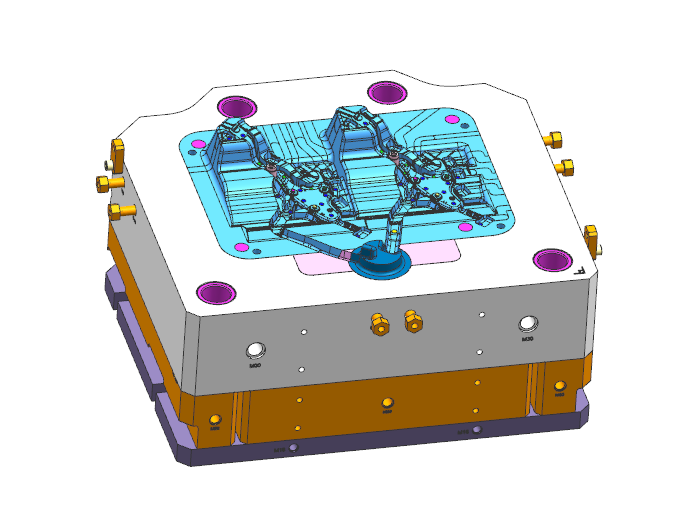
Part Material:ADC12 Part Size L*W*H(mm): 123.59*293.197 *121.577 Industry:Automotive No. of Cavities: 1*2 No. of Sliders: 0 Structure: 2-plate die Die casting machine: 840T Mold Size: 740*670*510 Build Time: 42 calendar days
Part Material: ADC12 Part Size L*W*H (mm): 122.32*164*103.88 Industry: Automotive Application: Filter No. of Cavities: 1*1 No. of Sliders: 8 Structure: 2-plate die Die casting machine: 800T-950T Mold Size (mm): 812*650*759 Build Time: 52 days Other i

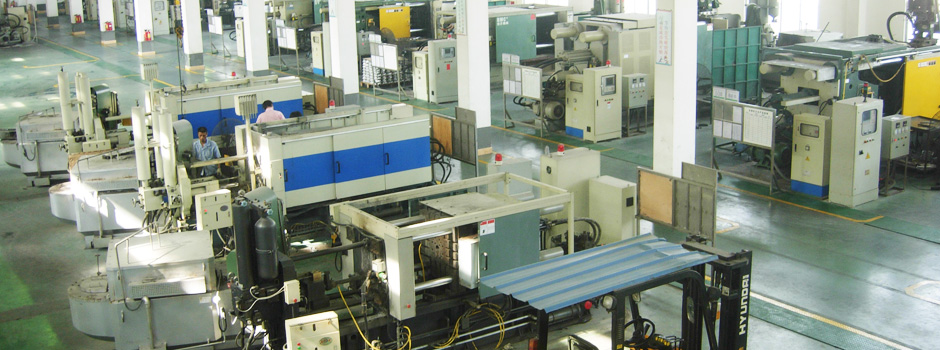
Heres the online equipment list. You can browse equipment list online, Die Casting Production Line Equipment Name Brand Type Quan. Technology Parameter Max Bear Precision Purchase date Remark Weight (KG) (MM) Die casting Machines YZM 1 set 1250T 2016

we takes customer s success as its own success and committed to establishinga long term win-win business relationship with customers. We Precision Mold has realized how important quality is for each company, and has paid high attention to quality con

There are many different types of surface finishing that are available. Below is a list of the most commonly used surface finishes.
There is usually very little machining required on our precision zinc die castings because of the accuracy we obtain. The machining characteristics of zinc and zinc alloys are excellent and a wide range of machining processes can generally be used.

Hot-chamber die casting can be used with magnesium and other low melting alloys using either our proprietary multi-slide or standard tooling. The hot-chamber process is ideal for metals that don’t readily attack and erode metal pots, cylinders, and plungers.
Cold-chamber die casting is ideal for metals such as aluminium which have a high melting point. During this process, metal is liquefied in a furnace at extremely high temperatures and then ladled into a cold chamber to be injected into the die.









